发布供求信息
发布供求信息 推广企业产品
推广企业产品 建立企业商铺
建立企业商铺 在线洽谈生意
在线洽谈生意产品详细说明:
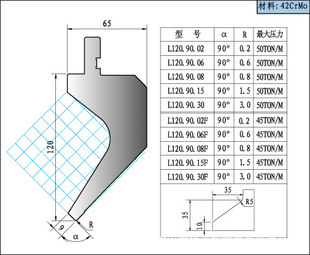
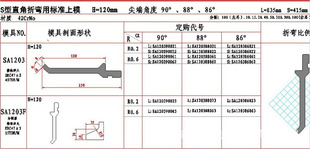
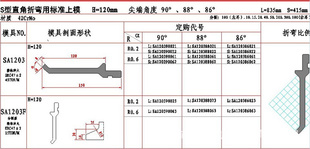
折弯机模具折弯机模具折弯机模具(mújù),英文为press brake tool。是折弯机用来成型加工板料的工具,这种工具有各种零件构成,不同的模具由不同的零件构成。它主要通过所成型材料物理状态的改变来实现物品外形的加工。用以在折弯机压力的作用下使坯料成为有特定形状和尺寸的制件的工具。构造
折弯机标准下模
折弯机模具分为折弯机上模和下模,用于板料冲压成形和分离的模具。成形用的模具有型腔,分离用的模具有刃口。钜全模具
折弯机上模具
折弯机大弯刀模具
材质选用一般用T8或T10、T10A的 ,再好一些的 42CrMo材质的,它要求的主要是高强度高韧性和良好的耐磨性能,选用冷作模具钢.Cr12MoV是很好的材料.使用性能可以满足,工艺性能也好,价格会高点.42CrMo是强度较高的合金调质钢,强度很高,强韧性也好.可在500度以下工作.折弯机模具的使用规范1、接通折弯机的电源,扭转钥匙开关,按下油泵启动,折弯机油泵开始转动,此时机器还未开始工作。2、行程调节,在正式开始用折弯机模具进行折弯工作时需要试车。折弯机上模下行至最底部时必须保证有一个板厚的间隙。否则会对模具和机器造成损坏。行程的调节也是有电动快速调整和手动微调。3、折弯机模具槽口选择,一般要选择板厚的8倍宽度的槽口。如折弯4mm的板料,需选择32左右的槽口。4、检查折弯机上下模的重合度和坚固性;检查各定位装置是否符合被加工的要求。经常检查上、下模具的重合度;压力表的指示是否符合规定。5、板料折弯时必须压实,防止板料在折弯时翘起伤害操作人员。6、调板料压模时必须切断电源,停止运转后进行。7、在改变可变折弯机下模的开口时,不允许有任何料与下模接触。8、禁止使用折弯机模具折超厚的铁板或淬过火的钢板、高级合金钢、方钢和超过板料折弯机性能的板料,以免损坏机床。9、关闭折弯机,要在两侧油缸下方的下模上放置木块将上滑板下降到木块上。先退出控制系统程序,后切断电源。[1]安装调整在安装折弯机模具的时候,一定要检查好设备的状态,然后按照步骤来安装并且进行调试,调试时注意人身安全。机器的调整在安装折弯机模具的时候,首先要了解下机器性能,打开折弯机,耐心的调整和检查,看看机器可有之前使用过的灰尘,以及铁碎屑等。防止对后期使用造成不必要的麻烦。滑块行程调整先检查折弯机模具厚度与上下模块的比例是否正常,一般的滑块需要控制在行程线路的开关点上,这个是必须要注意的,否则会导致模具不能正常使用,但是有些人还是经常犯这样的错误。行程模块调整调整完滑块行程标准以后,接下来就是模块的上限点调整了,一般的情况来说模块上至到最高处,是要把模块的和开关设置好。这样可以要流出模块的停留的位置,通过上述一些操作,那么就可以大大增加生产效率。在此过程中,还需要对模块进行减慢处理。因为模块在下行到下死点的时候,必须要减速模块,这样保护了机器和模具。。空隙的调整最后就是折弯机模具之间的空隙的调整了,先测量上模块和下模块间隙,合理的间隙需要根据所折的板材而定。角度调整调整折弯角度也是最重要的环节,角度选定肯定是和产品要求有关,一般来说折90°模具,那么角度必须设置中间角度必须大于两边的角度,有时候可能会紧点,可以通过调整机器上螺丝进行处理。调整后,如在该产品不改变需求的情况下不要再去进行修改。然后在折弯的时候,通过压力表,计算下准确的压力数字,进行压力调整。以免造成模具崩刃。
产品(样品)参数请描述产品参数及性能,如规格、型号、产地等。常规规格如下:安装调整在安装折弯机模具的时候,一定要检查好设备的状态,然后按照步骤来安装并且进行调试,调试时注意人身安全。机器的调整在安装折弯机模具的时候,首先要了解下机器性能,打开折弯机,耐心的调整和检查,看看机器可有之前使用过的灰尘,以及铁碎屑等。防止对后期使用造成不必要的麻烦。滑块行程调整先检查折弯机模具厚度与上下模块的比例是否正常,一般的滑块需要控制在行程线路的开关点上,这个是必须要注意的,否则会导致模具不能正常使用,但是有些人还是经常犯这样的错误。行程模块调整调整完滑块行程标准以后,接下来就是模块的上限点调整了,一般的情况来说模块上至到最高处,是要把模块的和开关设置好。这样可以要流出模块的停留的位置,通过上述一些操作,那么就可以大大增加生产效率。在此过程中,还需要对模块进行减慢处理。因为模块在下行到下死点的时候,必须要减速模块,这样保护了机器和模具。。空隙的调整最后就是折弯机模具之间的空隙的调整了,先测量上模块和下模块间隙,合理的间隙需要根据所折的板材而定。角度调整调整折弯角度也是最重要的环节,角度选定肯定是和产品要求有关,一般来说折90°模具,那么角度必须设置中间角度必须大于两边的角度,有时候可能会紧点,可以通过调整机器上螺丝进行处理。调整后,如在该产品不改变需求的情况下不要再去进行修改。然后在折弯的时候,通过压力表,计算下准确的压力数字,进行压力调整。以免造成模具崩刃。
| 常用折弯机型号 | 上模具外型尺寸(mm) | 下模具外型尺寸(mm) |
| 40T/2000 | 2000×70×18 | 2000×55×55 |
| 40T/2000 | 2000×80×18 | 2000×75×75 |
| 40T/2000 | 2000×90×30 | 2000×55×55 |
| 40T/2000 | 2000×150×26 | 2000×55×50 |
| 63T/2500 | 2000×85×28 | 2500×70×70 |
| 63T/2500 | 2500×150×25 | 2500×65×65 |
| 63T/2500 | 2500×85×28 | 2500×55×55 |
| 63T/2500 | 2500×100×20.5 | 2500×70×70 |
| 80T/3200 | 3200×80×18 | 3200×95×95 |
| 100T/3200 | 3200×150×26 | 3200×95×95 |
| 100T/3200 | 3250×86×28 | 3250×75×75 |
| 100T/3200 | 3200×72×30 | 3200×100×100 |
| 100T/3200 | 3250×80×25 | 3250×95×95 |
| 100T/3200 | 3200×85×25 | 3200×75×75 |
| 100T/3200 | 3200×80×25 | 3200×95×95 |
| 160T/3200 | 3200×90×56 | 3200×110×110 |
| 160T/3200 | 4000×80×25 | 4000×110×110 |
| 160T/3200 | 4000×90×30 | 4000×110×110 |
| 160T/3200 | 4000×134×34 | 4000×120×120[2] |
华海模具生产工艺流程
1、 下料----根据客户要求选择材料。
2、 锻打----锻打主要是提高材质的密度。
3、 退火----使温度下降,以便加工。
4、 精加工----主要是把材料加工成型。
5、 检验----检验产品是否与图纸样品一致。
6、 淬火----提高成型产品与材质相应的硬度。
7、 退火----为了增加产品耐磨性,必须长时间进行退火保温。
8、 调质----主要是调质产品的平行度,以便加工。
9、 粗磨----把产品的各个表面粗磨成型。
10、精磨----超精磨,平面磨,提高产品的精确度,平行度。
11、检验----让不合格的产品拒绝流入市场。
12、包装----根据不同的产品进行不同的包装
马鞍山市华海机械制造有限公司
MaanshanshiHuahaiMachineryManufacturingco.,LTD
400销售热线:400-6166-337
网 址 : 【官网】
网 址 :【阿里官网】
手 机 : 15955533596
电 话 : 0555-6765096
传 真 : 0555-6765097
Q Q : 1628123568、582212501
邮 箱 : 15955533596@163.com
华海机械订购流程
华海机械售后服务
1、买家收到货物时,送货员在场时,请查看包裹内刀片是否完好,再签字,若签完字,既表示刀片完好,若发现包裹内刀片有损坏,请及时向送货员反应,验收之后发生问题,本公司概不负责;谢谢配合。
2、华海机械7*24小时咨询热线:15955533596。针对您所需刃模产品的材质、技术要求、正确安装、合理使用、修磨等相关问题,提供力所能及的建议,助您有效提高刀片模具的使用寿命。热烈欢迎新老客户来电咨询,相信您会有意想不到的收获!
华海制造 品质可靠请插入公司相关的资质证书,如ISO证书、协会荣誉证书等。