发布供求信息
发布供求信息 推广企业产品
推广企业产品 建立企业商铺
建立企业商铺 在线洽谈生意
在线洽谈生意产品详细说明:
各产品指标导向
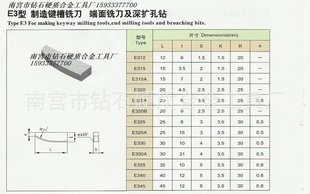
牌号 | 相当于ISO | 密度(g/cm3) | 抗弯强度(N/mm2) | 硬度(HRA) | 用途 |
YT15 | P10 | 11.1-11.6 | ≥1180 | 91.5 | 适用于碳钢、合金钢半精加工和精加工。 |
YT14 | P20 | 11.2-11.8 | ≥1270 | 91 | 适用于碳钢、合金钢的中低条件下的粗加工和精加工。 |
YT5 | P30 | 12.5-13.2 | ≥1430 | 89.5 | 适用于碳钢、合金钢的中低速粗加工。 |
YW1 | M10 | 12.7-13.5 | ≥1350 | 91.5 | 适用于耐热钢、高锰钢、不铸钢等难加工钢材的中速半精加工。 |
YW2 | M20 | 12.5-13.5 | ≥1450 | 90.5 | 适用于而热钢、高锰钢、不锈钢等难加工钢材的中、低速半精加工和精加工。 |
YG6X | K10 | 14.8-15.1 | ≥1540 | 91 | 细颗粒合金,耐磨性较YG6高,使用强度近于YG6合金,适于加工冷硬合金铸铁与耐热合金钢,也适于普通铸铁的精加工。 |
YG6A | K10 | 14.7-15.1 | ≥1450 | 91.5 | 细颗料合金,耐磨性好,适用于冷硬铸铁、有色金属及其合金的半精加工;亦适于淬火钢、合金钢的半精加工及精加工。 |
YG6 | K15-K20 | 14.7-15.1 | ≥1600 | 90 | 耐磨性较高,适用于铸铁、有色金属及合金、非金属材料中等切削速度的半精加工和精加工。 |
YG8 | M30 | 14.6-14.9 | ≥1750 | 89 | 使用强度高、抗冲击、抗震性较YG6好,但耐磨性和允许的切削速度较低。适用于铸铁、有色金属及合金、非金属材料的低速粗加工。 |
一、数控加工常用刀具的种类及特点 数控加工刀具必须适应数控机床高速、高效和自动化程度高的特点,一般应包括通用刀具、通用连接刀柄及少量专用刀柄。刀柄要联接刀具并装在机床动力头上,因此已逐渐标准化和系列化。数控刀具的分类有多种方法。根据刀具结构可分为:①整体式;②镶嵌式,采用焊接或机夹式连接,机夹式又可分为不转位和可转位两种;③特殊型式,如复合式刀具,减震式刀具等。根据制造刀具所用的材料可分为:①高速钢刀具;②硬质合金刀具;③金刚石刀具;④其他材料刀具,如立方氮化硼刀具,陶瓷刀具等。从切削工艺上可分为:①车削刀具,分外圆、内孔、螺纹、切割刀具等多种;②钻削刀具,包括钻头、铰刀、丝锥等;③镗削刀具;④铣削刀具等。为了适应数控机床对刀具耐用、稳定、易调、可换等的要求,近几年机夹式可转位刀具得到广泛的应用,在数量上达到整个数控刀具的30%~40%,金属切除量占总数的80%~90%。 数控刀具与普通机床上所用的刀具相比,有许多不同的要求,主要有以下特点: ⑴刚性好(尤其是粗加工刀具),精度高,抗振及热变形小; ⑵ 互换性好,便于快速换刀; ⑶寿命高,切削性能稳定、可靠; ⑷刀具的尺寸便于调整,以减少换刀调整时间; ⑸刀具应能可靠地断屑或卷屑,以利于切屑的排除; ⑹系列化,标准化,以利于编程和刀具管理。 二、数控加工刀具的选择 刀具的选择是在数控编程的人机交互状态下进行的。应根据机床的加工能力、工件材料的性能、加工工序、切削用量以及其它相关因素正确选用刀具及刀柄。刀具选择总的原则是:安装调整方便,刚性好,耐用度和精度高。在满足加工要求的前提下,尽量选择较短的刀柄,以提高刀具加工的刚性。 选取刀具时,要使刀具的尺寸与被加工工件的表面尺寸相适应。生产中,平面零件周边轮廓的加工,常采用立铣刀;铣削平面时,应选硬质合金刀片铣刀;加工凸台、凹槽时,选高速钢立铣刀;加工毛坯表面或粗加工孔时,可选取镶硬质合金刀片的玉米铣刀;对一些立体型面和变斜角轮廓外形的加工,常采用球头铣刀、环形铣刀、锥形铣刀和盘形铣刀。 在进行自由曲面加工时,由于球头刀具的端部切削速度为零,因此,为保证加工精度,切削行距一般取得很能密,故球头常用于曲面的精加工。而平头刀具在表面加工质量和切削效率方面都优于球头刀,因此,只要在保证不过切的前提下,无论是曲面的粗加工还是精加工,都应优先选择平头刀。另外,刀具的耐用度和精度与刀具价格关系极大,必须引起注意的是,在大多数情况下,选择好的刀具虽然增加了刀具成本,但由此带来的加工质量和加工效率的提高,则可以使整个加工成本大大降低。 在加工中心上,各种刀具分别装在刀库上,按程序规定随时进行选刀和换刀动作。因此必须采用标准刀柄,以便使钻、镗、扩、铣削等工序用的标准刀具,迅速、准确地装到机床主轴或刀库上去。编程人员应了解机床上所用刀柄的结构尺寸、调整方法以及调整范围,以便在编程时确定刀具的径向和轴向尺寸。目前我国的加工中心采用TSG工具系统,其刀柄有直柄(三种规格)和锥柄(四种规格)两种,共包括16种不同用途的刀柄。 在经济型数控加工中,由于刀具的刃磨、测量和更换多为人工手动进行,占用辅助时间较长,因此,必须合理安排刀具的排列顺序。一般应遵循以下原则:①尽量减少刀具数量;②一把刀具装夹后,应完成其所能进行的所有加工部位;③粗精加工的刀具应分开使用,即使是相同尺寸规格的刀具;④先铣后钻;⑤先进行曲面精加工,后进行二维轮廓精加工;⑥在可能的情况下,应尽可能利用数控机床的自动换刀功能,以提高生产效率等。 三、数控加工切削用量的确定 合理选择切削用量的原则是,粗加工时,一般以提高生产率为主,但也应考虑经济性和加工成本;半精加工和精加工时,应在保证加工质量的前提下,兼顾切削效率、经济性和加工成本。具体数值应根据机床说明书、切削用量手册,并结合经验而定。 机夹可转位车刀基本知识 刀具是机械制造中用于切削加工的工具,又称切削工具。广义的切削工具既包括刀具,还包括磨具。绝大多数的刀具是机用的,但也有手用的。由于机械制造中使用的刀具基本上都用于切削金属材料,所以"刀具"一词一般就理解为金属切削刀具。切削木材用的刀具则称为木工刀具。 刀具的发展在人类进步的历史上占有重要的地位。中国早在公元前28~前20世纪,就已出现黄铜锥和紫铜的锥、钻、刀等铜质刀具。战国后期(公元前三世纪),由于掌握了渗碳技术,制成了铜质刀具。当时的钻头和锯,与现代的扁钻和锯已有些相似之处。 然而,刀具的快速发展是在18世纪后期,伴随蒸汽机等机器的发展而来的。1783年,法国的勒内首先制出铣刀。1792年,英国的莫兹利制出丝锥和板牙。有关麻花钻的发明最早的文献记载是在1822年,但直到1864年才作为商品生产。 那时的刀具是用整体高碳工具钢制造的,许用的切削速度约为5米/分。1868年,英国的穆舍特制成含钨的合金工具钢。1898年,美国的泰勒和.怀特发明高速钢。1923年,德国的施勒特尔发明硬质合金。 在采用合金工具钢时,刀具的切削速度提高到约8米/分,采用高速钢时,又提高两倍以上,到采用硬质合金时,又比用高速钢提高两倍以上,切削加工出的工件表面质量和尺寸精度也大大提高。 由于高速钢和硬质合金的价格比较昂贵,刀具出现焊接和机械夹固式结构。1949~1950年间,美国开始在车刀上采用可转位刀片,不久即应用在铣刀和其他刀具上。1938年,德国德古萨公司取得关于陶瓷刀具的专利。1972年,美国通用电气公司生产了聚晶人造金刚石和聚晶立方氮化硼刀片。这些非金属刀具材料可使刀具以更高的速度切削。 1969年,瑞典山特维克钢厂取得用化学气相沉积法,生产碳化钛涂层硬质合金刀片的专利。1972年,美国的邦沙和拉古兰发展了物理气相沉积法,在硬质合金或高速钢刀具表面涂覆碳化钛或氮化钛硬质层。表面涂层方法把基体材料的高强度和韧性,与表层的高硬度和耐磨性结合起来,从而使这种复合材料具有更好的切削性能。 刀具按工件加工表面的形式可分为五类。加工各种外表面的刀具,包括车刀、刨刀、铣刀、外表面拉刀和锉刀等;孔加工刀具,包括钻头、扩孔钻、镗刀、铰刀和内表面拉刀等;螺纹加工工具,包括丝锥、板牙、自动开合螺纹切头、螺纹车刀和螺纹铣刀等;齿轮加工刀具,包括滚刀、插齿刀、剃齿刀、锥齿轮加工刀具等;切断刀具,包括镶齿圆锯片、带锯、弓锯、切断车刀和锯片铣刀等等。此外,还有组合刀具。 按切削运动方式和相应的刀刃形状,刀具又可分为三类。通用刀具,如车刀、刨刀、铣刀(不包括成形的车刀、成形刨刀和成形铣刀)、镗刀、钻头、扩孔钻、铰刀和锯等;成形刀具,这类刀具的刀刃具有与被加工工件断面相同或接近相同的形状,如成形车刀、成形刨刀、成形铣刀、拉刀、圆锥铰刀和各种螺纹加工刀具等;展成刀具是用展成法加工齿轮的齿面或类似的工件,如滚刀、插齿刀、剃齿刀、锥齿轮刨刀和锥齿轮铣刀盘等。 各种刀具的结构都由装夹部分和工作部分组成。整体结构刀具的装夹部分和工作部分都做在刀体上;镶齿结构刀具的工作部分(刀齿或刀片)则镶装在刀体上。 刀具的装夹部分有带孔和带柄两类。带孔刀具依靠内孔套装在机床的主轴或心轴上,借助轴向键或端面键传递扭转力矩,如圆柱形铣刀、套式面铣刀等。 带柄的刀具通常有矩形柄、圆柱柄和圆锥柄三种。车刀、刨刀等一般为矩形柄;圆锥柄靠锥度承受轴向推力,并借助摩擦力传递扭矩;圆柱柄一般适用于较小的麻花钻、立铣刀等刀具,切削时借助夹紧时所产生的摩擦力传递扭转力矩。很多带柄的刀具的柄部用低合金钢制成,而工作部分则用高速钢把两部分对焊而成。 刀具的工作部分就是产生和处理切屑的部分,包括刀刃、使切屑断碎或卷拢的结构、排屑或容储切屑的空间、切削液的通道等结构要素。有的刀具的工作部分就是切削部分,如车刀、刨刀、镗刀和铣刀等;有的刀具的工作部分则包含切削部分和校准部分,如钻头、扩孔钻、铰刀、内表面拉刀和丝锥等。切削部分的作用是用刀刃切除切屑,校准部分的作用是修光已切削的加工表面和引导刀具。 刀具工作部分的结构有整体式、焊接式和机械夹固式三种。整体结构是在刀体上做出切削刃;焊接结构是把刀片钎焊到钢的刀体上;机械夹固结构又有两种,一种是把刀片夹固在刀体上,另一种是把钎焊好的刀头夹固在刀体上。硬质合金刀具一般制成焊接结构或机械夹固结构;瓷刀具都采用机械夹固结构。 在选择刀具的角度时,需要考虑多种因素的影响,如工件材料、刀具材料、加工性质(粗、精加工)等,必须根据具体情况合理选择。通常讲的刀具角度,是指制造和测量用的标注角度,在实际工作时,由于刀具的安装位置不同和切削运动方向的改变,实际工作的角度和标注的角度有所不同,但通常相差很小,制造刀具的材料必须具有很高的高温硬度和耐磨性,必要的抗弯强度、冲击韧性和化学惰性,良好的工艺性(切削加工、锻造和热处理等),并不易变形。 通常当材料硬度高时,耐磨性也高;抗弯强度高时,冲击韧性也高。但材料硬度越高,其抗弯强度和冲击韧性就越低。高速钢因具有很高的抗弯强度和冲击韧性,以及良好的可加工性,现代仍是应用最广的刀具材料,其次是硬质合金。 聚晶立方氮化硼适用于切削高硬度淬硬钢和硬铸铁等;聚晶金刚石适用于切削不含铁的金属,及合金、塑料和玻璃钢等;碳素工具钢和合金工具钢现在只用作锉刀、板牙和丝锥等工具。 硬质合金可转位刀片现在都已用化学气相沉积法涂覆碳化钛、氮化钛、氧化铝硬层或复合硬层。正在发展的物理气相沉积法不仅可用于硬质合金刀具,也可用于高速钢刀具,如钻头、滚刀、丝锥和铣刀等。硬质涂层作为阻碍化学扩散和热传导的障壁,使刀具在切削时的磨损速度减慢,涂层刀片的寿命与不涂层的相比大约提高1~3倍以上 由于在高温、高压、高速下,和在腐蚀性流体介质中工作的零件,其应用的难加工材料越来越多,切削加工的自动化水平和对加工精度的要求越来越高。为了适应这种情况,刀具的发展方向将是发展和应用新的刀具材料;进一步发展刀具的气相沉积涂层技术,在高韧性高强度的基体上沉积更高硬度的涂层,更好地解决刀具材料硬度与强度间的矛盾;进一步发展可转位刀具的结构;提高刀具的制造精度,减小产品质量的差别,并使刀具的使用实现最佳化。
硬质合金刀片的牌号选择方法YG3:适用于铸铁,有色金属的精加工;YG6X、YG6A:适用于铸铁,有色金属的精加工,半精加工,亦可用于锰钢,淬火钢加工YG6、YG8:适用于铸铁,轻合金的粗加工,亦可作铸铁,低合金钢铣削加工。YW1、YW3、YW4:适用于不锈钢,普通合金钢的精加工和半精加工。YW2:适用于不锈钢,低合金钢的半精加工,主要用于火车轮箍加工。YT15、YT05:适用于钢,铸钢的精加工和半精加工,宜采用中等进给量和较高的切削速度。YT14、YS25:适用于钢,铸钢的精加工和半精加工,宜采用中等进给量,YS25专用于钢,铸钢的铣削速度。YT5:适用于钢,铸钢的重切削加工,在作业条件不好的中,低速度大进给量粗加工。本公司生产销售各种硬质合金焊接车刀头。标准产品现货供应,非标产品接受定制。主要型号规格如下:A1型:A110,A112,A114,A116 A118 A118A A120 A122 A122A A125 A125A A130 A140 A150 A160 A170A2型:A212 A212Z A216 A216Z A220 A220ZA3型:A312,A312Z,A315,A315Z,A320,A320Z,A325,A325Z,A330,A330Z,A340,A340ZA4型:A412,A412Z,A416,A416Z.A420,A420Z,A425,A425Z.B1型,B22型,B3型,C1型:C116.C120.C122.C125C3型:C303.C304,C305,C306,C308,C310,C312,C314,C316,C4型:C420.C425,C430D1型:D115,D155Z,D120,D120ZD125.D125ZD2型:D210.D210A,D212,D212A,D214,D214A,D216,D216A.D218.D218A,D218B,D220,D222,D222A,D224,D226,D228,D228A,D230,D232,D232A,D236,D238,D240,D246E型:E108.E109,E210,E211,E213,E214,E215,E216,E217,E320,E325,E330.E515,E522,E525F型:F115.F118.主要材质有:YT14,YT15,YT5,YG6,YG8,YW1,YE2,YS25,YT726,YS8.等规格全,品种多,常备库存。YT15硬度≥91适于碳素钢与合金钢连续切削的半精车及精车。断续切时的精车。旋风车丝,连续面的半精铣和精铣,孔的粗扩与精扩。YT14硬度≥90.5适于对碳素钢与合金钢不平整面进行连续切削时的粗车,间断切削是的半精车与精车,连续面的粗铣,铸孔的扩钻等。YT5硬度≥89.5适于碳素钢与合金钢【包括锻件。冲压件及铸件的表皮】不平整面切削时的粗车。粗刨,半精刨,粗铣等。YG8硬度≥89.0适于铸铁,有色金属及其合金,非金属材料不平整表面和间断切削时的粗车,粗刨,粗铣,一般孔和深孔的钻扩,扩孔。YW1硬度≥91.5材质适于耐热钢,刚猛钢,不锈钢及合金钢等难加工钢材的加工,也适于普通钢材,铸铁的加工。YS25硬度≥90.5适于碳素钢,铸钢,高锰钢,高强度钢的及合金钢的粗车,铣削和刨削。YG6X硬度≥91.0适于合金铸铁。普通铸铁的精加工及半加工。