发布供求信息
发布供求信息 推广企业产品
推广企业产品 建立企业商铺
建立企业商铺 在线洽谈生意
在线洽谈生意产品详细说明:
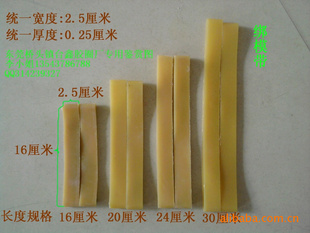
型号:RTV-88838元/公斤,净重5公斤/桶,免费配送相应用量固化剂
手办专用半透明硅胶。本产具有良好的流动性,其耐高温性,耐腐蚀性,且抗拉伸,抗撕裂强度高,收缩率小,翻模次数高等均达到同类型产品A级。而且室温流化不 发热、热收缩率低,尺寸稳定性好,具有良好的触变特性与脱模性。应用不变形、脱模方便,制模操作方便,易掌握工艺技术,可广泛用于AB水树脂,UP,波丽 树脂,环氧树脂,聚氨酯成型产品PU发泡树脂之装饰品及工艺品等的复制,模具制造。
简易操作说明:1、硅胶只要加入1.5-2%固化剂 2、然后搅拌均匀-1分钟内3、开始浇模4、7至15分钟可以胶化45-60分钟可以指干,胶面不粘手固化完全5、90分钟后可以脱模。随着固化剂量的增放(一般不超过4%)胶化时间和脱模时间会缩短。还可依据产品和工艺要求适量加入硅油5%制模效果更好,注意硅油不宜加注过量,否则影响胶的拉力和硬度。联系人:李小姐13543786788 :314239327或0769-82360769苏小姐
半透明模具硅胶纯硅胶,无添加任何粉剂 您说那个好一般正常使用可以出模200次以上,不要拿手办胶的价格跟模具胶比哦!手办胶只能出几次模,这胶掌握得好比手板胶更实惠,这胶可以倒得比较薄也不会破,同等档次的胶我保证全网价钱最低,大家试过就知道。)以下复制的
【使用方法】*浇注模:(适合手板,分型,夹具,小型杂件,小型工艺品)1.将模种定位,分模,以及设计好水口,灌注口,再围框。2.选择合适的硅橡胶和固化剂按重量比搅拌均匀,然后放入真空机抽真空排尽气泡2-3分钟,也可以选择压力缸排泡(2-3分钟)。3.浇模,把排完气泡的硅胶流动体从一个位置慢慢倾入模框内。直到覆盖整个模种为止。放置于平整处,室温静待1-2小时,表面不发粘即可。建议最好放置24小时之后再开模。4.硅胶模开好之后,将需要的树脂搅拌均匀,倒入硅胶模腔,可根据需要抽真空排气泡。*刷模:(适合大型树脂工艺品,浮雕,蜡烛工艺品,水泥制品等)1.将模种定位,分模,以及设计好水口,灌注口。2.将选择合适的硅橡胶和固化剂按重量比搅拌均匀,然后放入真空机抽真空排尽气泡2-3分钟,也可以选择压力缸排泡(2-3分钟)。3.将硅橡胶流动体倒在模种表面,并用软毛刷轻轻的均匀涂刷一层(1MM左右),然后把脱脂纱布均匀的铺在硅橡胶表面。表面无流动性时再刷上一到二层硅胶(2-3MM)。表面尽量平整。4.待其表面完全固化,再倒入石膏做外模固定硅胶模。5.沿开模线将硅胶模以及石膏模分开。一个完整的硅橡胶模具就做好了。【注意事项】1.大量使用之前,请小量试用,掌握好其使用技巧,以免造成不必要的损失。2.如果模种属于陶瓷,水泥等含硅材料,需喷上脱模剂或者油漆,以防粘模。3.搅拌使用的容器需清理干净。容器内壁残留因搅拌时不均匀,尽量不要倒入模内,以免引起局部不固化。4.请注意硅胶和固化剂之间的比例,可使用天平或电子称。5.当胶体粘度过高,可适量加入矽油(5%)调整,可增加其流动性。但硬度也会随之降低。6.如需调整硅橡胶模的固化时间,可调整固化水的比例。也可以与我公司联系,为您配置合适的固化水。7.在使用的过程中若有疑问,请随时联系我模具硅胶应用中遇到的常见问题:1、模具硅胶为什么会出现翻模次数少?在 制作模具过程中添加了太多的硅油,硅油破坏了硅胶的分子量,所以模具会出现翻模次数少不耐用等现象。如果说做小件产品花纹比较复杂的产品,用硬度大的硅胶 来开模,就会出现翻模次数少的现象,因为硅胶过硬的时间会很脆,容易折断。相反,如果做搭建产品而用硬度小的硅胶来做模具,那结果同样会是不如人意的。因 为硅胶太软,它的拉力和撕裂强度会降低,做出来的模具会变形,所以翻模次数就会降低。模具胶本身质量都很好,硅胶没有好坏之分,只有适合与不适合。我们要 采用适合产品硬度大小的硅胶来制作模具就不会出现这种状况了。2、为什么模具硅胶会出现烧模的现象?因为不饱和树脂和树脂产品加了过氧化物的固化剂以后,遇树脂反应会产生大量的热量,一般树脂固化时间为3分钟,所以3分钟后要尽快脱模,才能够防止硅胶模具不会产生烧模的现象。3、模具硅胶的灌模和分片模的制作方法:分 片模具或片模操作方法:把抽过真空的硅胶以涂刷或灌注方法进行施工。假如你是做片模或分片模具有采用涂刷方式,涂刷前先把你要复制的产品或模型涂刷上一层 脱模剂或隔离剂,然后把硅胶涂刷在产品上面(注:一定要涂刷均匀)等待30分钟后,将表面粘帖一层纱布或玻璃纤维布来增加强度,然后再涂上第二层硅胶,等 硅胶干燥后,再做外模,外模可以使用石膏或树脂等材料。灌 模或灌注模的操作方法:灌模或灌注模,是用于比较光滑或简单的产品,就是将你要复制的产品或模型,用胶板或玻璃板围起来,将抽过真空的硅胶直接倒入产品上 面,待硅胶干燥成型后,取出产品,模具就成型了(注:灌注模一般采用硬度比较软的硅胶来做模,这样脱模比较容易,不会损坏硅胶模具里面的产品),以上是模 具硅胶使用及操作的全部过程。4、 为什么模具硅胶会出现表干里不干的现象?模 具硅胶是属于缩合型硅胶,它是靠吸收空气中的水份而固化的,硅胶在制做的过程当中,把水份蒸干了,而没有调入适量的水份,就会出现此现象。解决方案:这个 现象不属于产品质量问题,而是因为没有控制水份,提升硅胶的储存期,保质期长久才会出现些现象,只要在使用硅胶的时候,适量添加0.05%水份,搅拌均匀 就可以解决些状况了。5、为什么模具硅胶会出现拉力差的现象?因为客户在制作模具的过程中,为了减小硅胶的粘度,使硅胶容易操作而在硅胶中大量的添加了硅油,这样就会使硅胶变得很软,产生不耐拉,撕裂强度降低,拉力变差的现象,从而造成模具不耐用,使用寿命短,翻模次数少等现象。6、为什么模具会出现冒油状况?模具硅胶本身是不会冒油的,出现冒油就是因为在操作过程中添加了复合型硅油(硅油与白矿油的复配体),因为白矿油是石油化工产品,不是硅油。7、为什么模具会产生不耐酸碱,不耐老化的现象?在制作硅胶模具的过程中,我们建议客户最好不加任何硅油,如果需要的话,硅油添加量最多不要超过5%~10%。因为硅油的添加量过多会破坏硅胶的分子量,所以做出来的模具会产生不耐酸碱,不耐老化的现象。8、为什么模具硅胶做出来的模具会出现表面有痕迹,条纹,不光滑等现象?出现这种现象是要复制的产品或模型没有进行打磨或抛光的缘故。因为实际上模型或产品本身是不够光滑或完美,所以要复制的产品或模型如果没有经过打磨或抛光,再好的硅胶做的模具也会不美观、不够光滑。还有一种情况就是,在打脱模剂的时候,没有涂刷均匀也会造成模具不光滑。模具硅胶使用说明一.取所需用量之硅橡胶,置于3-4倍大之容器内,依实际需要可添加适量矽油来调整软硬度及粘度.(矽油加愈多则模具强度相对减弱)二.依比例加入适量配比的硬化剂,并充分搅拌混合均匀,然后进行真空脱泡直至胀大之气泡完全破例,混合物体积恢复原状为止.三.将脱泡后之混合物,注于已固定母模或进行刷模,灌模等工作.开出的模具根据不同的情形,至少需放24HR后方可上线工作.(适合手板,分型,夹具,小型杂件,小型工艺品)1.将模种定位,分模,以及设计好水口,灌注口,再围框。2.选择合适的硅橡胶和固化剂按重量比搅拌均匀,然后放入3.浇模,把排完气泡的硅胶流动体从一个位置慢慢倾入模框内。直到覆盖整个模种为止。放置于平整处,室温静待1-2小时,表面不发粘即可。建议最好放置24小时之后再开模。4.硅胶模开好之后,将需要的树脂搅拌均匀,倒入硅胶模腔,可根据需要抽真空排气泡。*刷 模:(适合大型树脂工艺品,浮雕,蜡烛工艺品,水泥制品等)1.将模种定位,分模,以及设计好水口,灌注口。2.将选择合适的硅橡胶和固化剂按重量比搅拌均匀,然后放入真空机抽真空排尽气泡2-3分钟,也可以选择压力缸排泡(2-3分钟)。3.将硅橡胶流动体倒在模种表面,并用软毛刷轻轻的均匀涂刷一层(1MM左右),然后把脱脂纱布均匀的铺在硅橡胶表面。表面无流动性时再刷上一到二层硅胶(2-3MM)。表面尽量平整。4.待其表面完全固化,再倒入石膏做外模固定硅胶模。5.沿开模线将硅胶模以及石膏模分开。一个完整的硅橡胶模具就做好了。