















 发布供求信息
发布供求信息 推广企业产品
推广企业产品 建立企业商铺
建立企业商铺 在线洽谈生意
在线洽谈生意产品详细说明:
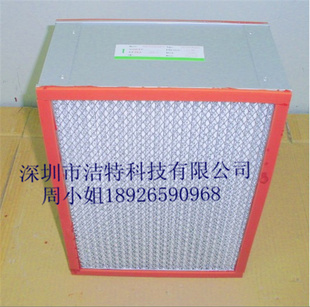
产品介绍
耐高温高效过滤器使用有隔板设计,波纹形隔板可以精确地保持褶层间距,在最小阻力下,最大限度地利用滤料,过滤器滤材两面180褶翻褶形褶层,滤料折弯时有两道压痕,使其在隔板的尾端开成锲形盒式褶层,锲形盒式褶层可以防止滤料破损。耐高温型玻璃纤维滤纸;不锈钢外框、铝框;密封胶:耐高温型硅胶;密封垫:硅橡胶;逐台激光计数效率:99.99%@0.3um效率等级:H13;耐高温高效过滤器连续运行温度300度,最高温度可达350度。
结构特点
耐高温型玻璃纤维滤纸。
不锈钢外框。
密封胶:耐高温型硅胶。
密封垫:玻璃纤维(frsi),硅橡胶(kseries).
逐台激光计数效率:99.95%@MPPS、99.99%@0.3μm、99.97%@0.3μm效率等级:H13(EN1822)。
连续运行最高耐温:250℃(frsi)、260℃(kseries)
材料说明
闭孔EVA密封垫片可用干气密性密封,防止过滤器侧漏,标准为18mm宽6mm厚。也可采用硅质密封垫片,无隔板高效可使用聚氨酸发泡整体形成,发泡机走XY轴,自动运行,密封效果相当好。
锲形褶层
过滤器滤材两面180度翻折,形成锲形褶层。滤料折弯时有两道压痕,使其在隔板的尾端处形成锲形盒式摺层,锲形盒式褶层可以防止滤料破损。有些过滤器生产商采用了单压痕或滚痕式滤料褶层,甚至简单地人工折纸,在这种惰况下,滤料很容易被波纹形隔板尖锐的折顶损坏。或在过多搬运过程中损坏滤纸。
滤料
HV系列滤料是采用超细玻璃纤维制成的高密度纸,浦料褶登以尽量扩大派料的有效过滤面积,从而降低滤料的滤速,这对高效过滤器是相当重要的.进口H&V3波纤滤料具有防水性和阻燃性可适用于1000°F(538℃)的高温,
闭孔EVA密封垫片可用干气密性密封,防止过滤器侧漏,标准为18mm宽6mm厚。也可采用硅质密封垫片,无隔板高效可使用聚氨酸发泡整体形成,发泡机走XY轴,自动运行,密封效果相当好。
技术参数
规格尺寸 (W×H×D)(mm) | 风量 (m³/h) | 过滤面积 (㎡) | 容尘量 (g) | 初阻力 (面风速0.5m/s时) | 终阻力 | 过滤效率 0.3µm |
484×484×120 | 390 | 4.4 | 230 | =99.97% | ||
610×610×120 | 620 | 7.1 | 370 | <=200Pa | 400Pa | |
915×610×120 | 930 | 10.6 | 560 | <=200Pa | 400Pa | |
1220×610×120 | 1500 | 14.1 | 740 | <=200Pa | 400Pa | |
484×484×150 | 530 | 6.0 | 320 | <=200Pa | 400Pa | |
610×610×150 | 1000 | 9.7 | 510 | <=200Pa | 400Pa | |
915×610×150 | 1500 | 14.5 | 770 | <=200Pa | 400Pa | |
1220×610×150 | 2000 | 19.3 | 1020 | <=200Pa | 400Pa | |
484×484×220 | 1000 | 9.8 | 600 | <=200Pa | 400Pa | |
610×610×220 | 1600 | 15.8 | 920 | <=200Pa | 400Pa | |
915×610×220 | 2300 | 23.7 | 1340 | <=200Pa | 400Pa | |
1220×610×220 | 3000 | 31.6 | 1750 | <=200Pa | 400Pa | |
耐高温高效过滤器使用注意事项
一、高温高效过滤器[1]过滤效率问题
使用的耐250℃红色高温硅胶与耐350-400℃黑色高温无机胶因受胶水物理特性的影响(流动性太差),故250℃H13高温高效过滤器实际过滤效率在H12-H13之间;350-400℃H13高温高效过滤器实际过滤效率在H11-H12之间。
二、高温高效过滤器使用前注意事项
因耐高温高效过滤器所使用的有机硅胶及无机胶固化过程中都是从表面往里固化,注胶高度越厚,越难固化,正常情况下胶水固化时间为3-7天,如果未完全固化的高温高效过滤器直接装入到高温设备上正常使用,
势必会造成高温胶开裂、膨胀及胶水脱离外框等现象;针对以上问题,特做如下两点方案进行处理:
1高温高效过滤器需待7天后正常使用;
2如客户需马上安装,建议客户在使用我司耐高温高效过滤器之前务必按以下方法操作:
耐250℃耐高温高效过滤器在高温设备内缓慢升温至100℃,然后恒温2小时后停机冷却;
调温至150℃1小时后停机冷却
调温至200℃1小时后停机冷却
调温至250℃1小时后停机冷却
最后缓慢冷却后,即可正常使用。
耐350-400℃耐高温高效过滤器在高温设备内缓慢升温至100℃,然后恒温2小时后停机冷却;
调温至150℃1小时后停机冷却
调温至200℃1小时后停机冷却
调温至250℃1小时后停机冷却
调温至300℃1小时后停机冷却
调温至350℃1小时后停机冷却
调温至400℃1小时后停机冷却
最后缓慢冷却后,即可正常使用。
